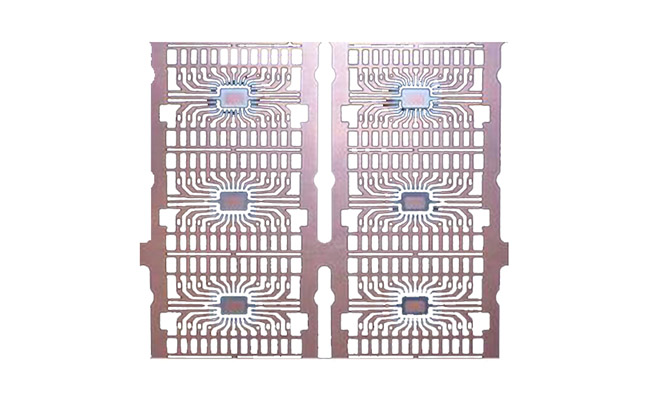
碳钢蚀刻刀模主要用于模切行业裁切产品标签等,用于液晶显现器上的模组,触摸屏的裁切,碳钢蚀刻刀模的显示出来自己相当优越的效果。碳钢蚀刻刀模尺度精度非常高,一般可以保持在±0.03mm,刀口平整程度保持在±0.01左右。碳钢蚀刻刀模的缺陷在于刀高最高只可以做到2.0mm左右,另外在大的印刷和电子职业里逐渐有辊筒模具开端投入使用,生产速度成倍的提升,可是辊筒模具由于价格昂贵,质量比较好的只有在外国引进。相信在科技发达的以后和越来越来重视质量和速度的将来,碳钢蚀刻刀模必将退出历史舞台。
蚀刻刀模标准作业流程:
一.腐蚀
腐蚀部分接到菲林与工单,确认板厚,刀高资料品种之后,即进行贴菲林晒版和曝光。最后通过药水处理之后显出模具雏形,如曝光作业未做好,需对图形进行修补之后才可进入腐蚀机内进行腐蚀。到达要求之后即可取出,洗去药水积炭之后,即可送入下一部分腐蚀部是对模具的一个粗加工部分。
二.CNC雕琢
雕琢部分接到粗加工之后的刀模,目检确认之后即放入机台进行加工。由于模具大小及难易程度刀线长短蚀的不同,进行制作时间有所距离一般刀模1——4小时,特别的需8小时甚至24小时以上才可完结CNC加工。完结之后班长进行查验,初步确定没有问题,才可送入QC。
三.QC
QC担任查验刀模尺度,刀模刀锋等等,并担任制作查验报告,之后送入热处理
四.依据客户冲切资料不同分为两种处理方式,资料不含不干胶的进行一般热处理即可,不干胶资料除了进行热处理添加硬度之外,还要进行镀铁氟龙的处理,铁氟龙可使冲切的产品不粘刀模,可是由于工艺特别,镀铁氟龙不会影响刀模的尖利度。由主管在查验报告上盖章之后刀模即可进行包装出货。
五.镜面处理
本处理可去除刀模刀锋侧边微小纹路,到达镜面作用,可有用处理产品冲切抽刀时带出毛刺粉尘的问题,使产品边缘平整润滑。适用于冲切的要求较高的产品。现在我公司属于镜面刀在中国大陆属于独家生产商。